咨询电话:
咨询电话: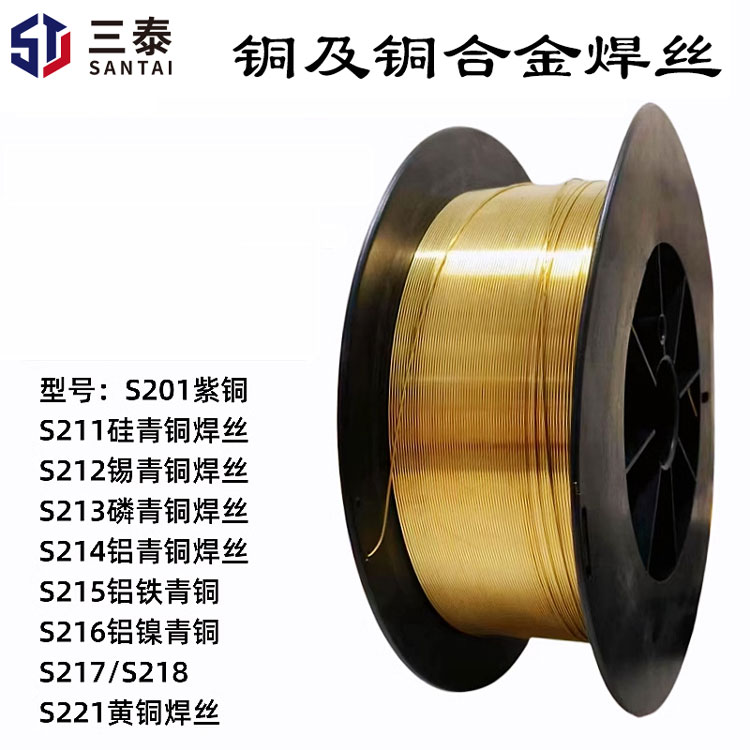



一、铜及铜合金焊材的分类与用途
铜及铜合金焊材主要包括焊条、焊丝、钎料等,按成分可分为紫铜、硅青铜、磷青铜、铝青铜等类型,广泛应用于电气设备、船舶制造、化工机械等领域。1. 焊条
T107紫铜焊条:主要用来焊接导电铜排、铜制热交换器、船舶用的海水导管等铜构件,也可用于耐海水腐蚀的碳钢零件的堆焊。T207硅青铜焊条:适用于铜、硅青铜及黄铜的焊接,化工机械管道等内衬的堆焊。
T227磷青铜焊条:适用于焊接纯铜、黄铜、磷青铜等同种及异种金属外,还可广泛用于堆焊磷青铜轴衬、船舶推进器叶片等,也可用于铸铁的焊补及堆焊。
T237铝青铜焊条:广泛用于铝青铜、其他铜合金、铜合金与钢的焊接和铸铁的焊补,如各种化工机械、海水散热器、阀门的焊接、水泵、气汽缸等堆焊及船舶螺旋桨的修补。
T307铜镍焊条:用于焊接70-30铜镍合金或70-30铜镍合金与645钢复合金属,也用于焊接导电铜排、铜制热交换器、冷凝器、船舶核容器用耐海水腐蚀导管等构件,以及耐海水腐蚀的碳钢零件的堆焊,以及有耐蚀要求的镍基合金的焊接。
2. 焊丝
HS201紫铜焊丝(ERCu):用于纯(紫)铜氩弧焊及氧-乙炔气焊时作为填充材料。HS211硅青铜焊丝(ERCuSi-A):用于硅青铜、纯(紫)铜、黄铜及铝青铜的氩弧焊,也可用于铜和铸铁的氩弧焊及堆焊,铜与钢的焊接,如汽车门框、摩托车零件的氩弧钎焊,机车车辆、重型机器摩擦面的堆焊。
HS221锡黄铜焊丝:黄铜氧-乙炔气焊及碳弧焊时,作填充材料使用。也广泛应用于钎焊铜、钢、铜镍合金、灰口铸铁以及镶嵌硬质合金刀具等,用途很广。
HS212磷青铜焊丝:适用于纯(紫)铜、黄铜、磷青铜等及异种金属的氩弧钎焊,钢、铸铁的焊补和堆焊。
HS21铝青铜焊丝:用于铝青铜、锰青铜、硅青铜和某些铜镍、钢和异种金属的氩弧焊,以及耐磨、耐蚀表面的堆焊,薄形镀铝钢板的MIG钎焊也得到广泛应用。
HS221F锡黄铜药皮焊丝:黄铜氧-乙炔气焊及碳弧焊时,作填充材料使用。也广泛应用于钎焊铜、钢、铜镍合金、灰口铸铁以及镶嵌硬质合金刀具等,用途广泛。
HS231铜镍合金焊丝:适用于绝大多数铜镍合金的惰性气体保护焊。
二、焊接工艺与注意事项
工艺选择氩弧焊(TIG/MIG):推荐用于薄板或精密焊接(如ERCuSi-A焊丝)。
氧-乙炔焊:需配合铜气焊熔剂,或使用预涂熔剂的焊丝。
碳弧焊:工艺类似气焊,适用于厚板焊接。
关键控制点
预热温度:300-350℃(减少变形)。
焊条烘焙:150-200℃(防止气孔)。
电流设置:焊条直径的40-50倍。
三、典型应用场景
电气设备:紫铜焊丝(S201)用于导电部件。汽车制造:硅青铜焊丝(S211)用于镀锌钢板钎焊。
化工机械:铝青铜焊丝(S214)用于耐腐蚀管道。
四、选型建议
铜与钢焊接:优先选用磷青铜焊丝(S212/S213)。高导电需求:紫铜焊条(T107)或ERCu焊丝。
耐腐蚀环境:铝青铜焊丝(S214)或铝锰青铜焊条(T237)。